
Hydro-Thermal Automatic Product Flow Technology
Hydro-Thermal Automatic Product Flow Technology- Autopilot | Autopilot Lite | Copilot
Heat completely, uniformly, optimally and without local operator intervention. The K6 Autopilot automatically adjusts the Hydroheater’s product flow path as process conditions change to maintain a constant pressure drop across the unit. This results in optimized shear, mixing characteristics and more effective starch conversion, leading to lower enzyme usage and higher yields.
How Hydro-Thermal Automatic Product Flow Technology Works
From a digital control system (DCS) or other control package, the K6 Autopilot receives analog 4-20mA signals representing actual differential pressure and the different pressure setpoint. The K6 Autopilot automatically adjusts the position of the combining tube as needed, to maintain a constant product pressure drop. The outputs to the DCS are the measured pressure drop, and the combining tube position. The alarm outputs are analog range alarms, combining the tube-over-travel alarm and the no-movement/reverse-movement alarms. These are available locally at the control panel via indicator lights, and also provides output to a DCS as discrete signals.
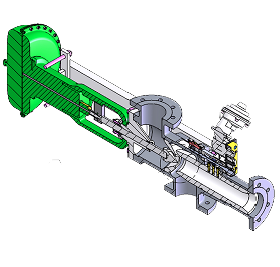
To change the flow path, the air motor and gear assembly, adjust the CTA driveshaft position; this moves the combining tube linearly, thereby adjusting the combining tube to nozzle gap. As the combining tube/nozzle gap is widened, the pressure drop is lowered. As the gap is narrowed or closed, the pressure drop is increased. The pressure drop is measured between the inlet and the discharge of the slurry connections on the Hydroheater.
| Model | A – Inches | cm | B – Inches | cm |
|---|---|---|
| K610 | 7.63 | 19.38 | 15.65 | 39.75 |
| K611 | 7.63 | 19.38 | 16.18 | 41.10 |
| K612 | 7.63 | 19.38 | 16.18 | 41.10 |
| K613 | 7.63 | 19.38 | 16.96 | 43.08 |
| K614 | 7.63 | 19.38 | 17.83 | 45.29 |
| K615 | 7.63 | 19.38 | 19.15 | 48.64 |
| K616 | 7.63 | 19.38 | 19.60 | 49.78 |
| K617 | 7.63 | 19.38 | 20.90 | 53.09 |
Key Aspects
- Local control panel with inputs for differential pressure transmitter signal, pressure drop set point and system enable (Auto/Manual)
- Panel is adaptable to new and existing applications
- Stand-alone capabilities for heating and Autopilot/Slave to DCS
- DCS control options
- Digital and Analog signals
- Modbus TCP
- Ethernet/IP
- Local panel displays for measured pressure drop and combining tube position
- Compatible with K611-K616 Hydroheaters
- 100% performance warranty
- Start-up assistance available
Standard Construction and Compliances
- Major components are treated for corrosion resistance
- Receives and sends signals to DCS or other control package
- Control panel
- Remote mounting
- NEMA 4X
- Compliance standards with UL, CSA and NEC
Case Study
One of our current installations is in Badger State Ethanol, a dry mill ethanol production facility that produces almost 60 million gallons of ethanol each year. Check out how the plant, which now has a differential pressure (DP) of 0.1 after the Autopilot install, has increased operating consistency here.
Relating to the ethanol installation, the Autopilot system performs differential pressure changes automatically by monitoring the slurry pressure before and after the heater. Changes are made to the position of the combining tube based on measured DP and compared to the set-point DP. The result is a constant and more accurate DP across the heater. In essence, by controlling DP, the Autopilot allows ethanol plants to remove a variable from their process and gives them the flexibility to increase or decrease production levels while still creating a consistent product with the Hydroheater.